


Semua produk
-
 MattKolaborasi yang bagus!
MattKolaborasi yang bagus! -
MauraIni bisa memberikan solusi profesional untuk aplikasi tabung titanium, mitra terpercaya.
Kontak Person :
Angela
Nomor telepon :
86-512-58715276
ada apa :
+8615895686919
34MnB5 26MnB5 Welded Round Annealed Steel Tube Cramshaft Stabilizer Bar




| Tempat asal | Jiangsu |
|---|---|
| Nama merek | Hongbao |
| Sertifikasi | TS16949, ISo9001 |
| Nomor model | HBWS-001 |
| Kuantitas min Order | 2MT |
| Harga | Negotiable |
| Kemasan rincian | Kemasan: kasus kayu |
| Waktu pengiriman | Negotiable |
| Menyediakan kemampuan | 800MT / Bulan |

Hubungi saya untuk sampel gratis dan kupon.
ada apa:0086 18588475571
Wechat wechat: 0086 18588475571
Skype: sales10@aixton.com
Jika Anda memiliki masalah, kami menyediakan bantuan online 24 jam.
xDetail produk
| Bahan | 26MnB5 | Panjangnya | Panjang acak atau tetap |
|---|---|---|---|
| Bentuk | Bulat | Teknis | Mulus atau dilas |
| Standar | EN10305-1, EN10305-2 dll | Nama | pengelasan tabung bulat |
| Cahaya Tinggi | pipa baja dilas,tabung las ditarik dingin |
||
Deskripsi Produk
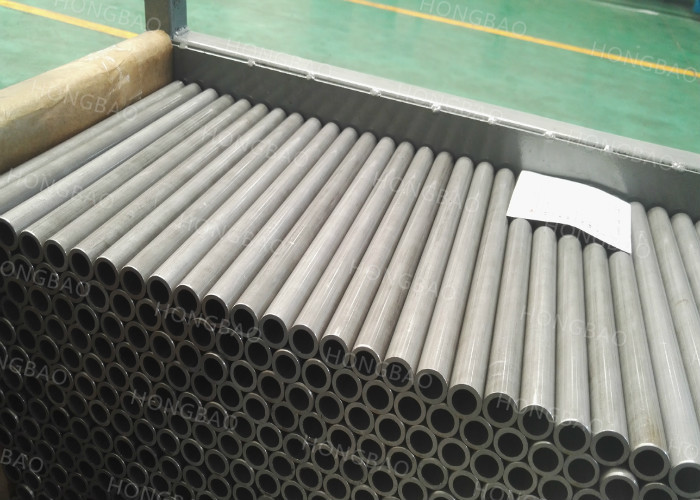
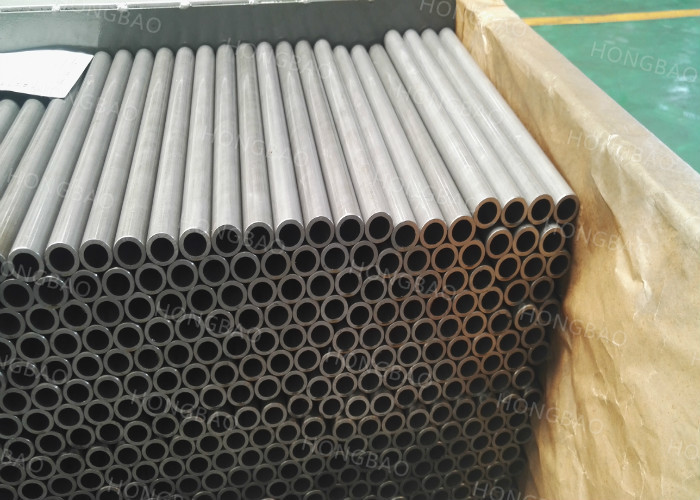
34MnB5 26MnB5 Welded Round Annealed Steel Tube Cramshaft Stabilizer Bar
Carbon Steel EN 10305 E235, E215, E275 & E355 Seamless Pipe juga dikenal sebagai pipa dan tube baja ringan.EN 10305 Grade E235, 215, E355 Tubes adalah Low Carbon Steel Tubes berbiaya rendah dengan kandungan karbon maks 017% dengan kombinasi max 120% mangan mudah dibentuk dan dibentuk.Pipa ini diproduksi sesuai Spesifikasi EN dan secara komersial disebut pipa cs atau pipa ms.Pipa Baja Karbon Rendah tidak sekeras pipa baja karbon tinggi, Padahal karburasi dapat meningkatkan kekerasan permukaannya.
Untuk memenuhi persyaratan aplikasi yang tepat, klien kami dapat memanfaatkannya dalam berbagai dimensi, ukuran, dan spesifikasi.Sehubungan dengan kualitas bahan baku nasional dan internasional, kami juga menawarkan pipa-pipa ini dalam ukuran dan ketebalan yang disesuaikan sesuai permintaan spesifik oleh klien kami yang terhormat dengan harga pasar terkemuka.
Fitur Produk:
- Tahan korosi
- Dimensi yang akurat
- Dapat mempertahankan beban tekanan & suhu tinggi
- Selesai tahan karat
- Transisi halus dari ketebalan flensa ke pipa
- Pastikan distribusi stres yang sangat baik
Karbohidratpada Steel EN 10305 E235, E215, E275 & E355 Seamless Pipe juga dikenal sebagai pipa dan tube baja ringan.EN 10305 Grade E235, 215, E355 Tubes adalah Low Carbon Steel Tubes berbiaya rendah dengan kandungan karbon maks 017% dengan kombinasi max 120% mangan mudah dibentuk dan dibentuk.Pipa ini diproduksi sesuai Spesifikasi EN dan secara komersial disebut pipa cs atau pipa ms.Pipa Baja Karbon Rendah tidak sekeras pipa baja karbon tinggi, Padahal karburasi dapat meningkatkan kekerasan permukaannya.
Untuk memenuhi persyaratan aplikasi yang tepat, klien kami dapat memanfaatkannya dalam berbagai dimensi, ukuran, dan spesifikasi.Sehubungan dengan kualitas bahan baku nasional dan internasional, kami juga menawarkan pipa-pipa ini dalam ukuran dan ketebalan yang disesuaikan sesuai permintaan spesifik oleh klien kami yang terhormat dengan harga pasar terkemuka.
Fitur Produk:
- Tahan korosi
- Dimensi yang akurat
- Dapat mempertahankan beban tekanan & suhu tinggi
- Selesai tahan karat
- Transisi halus dari ketebalan flensa ke pipa
- Pastikan distribusi stres yang sangat baik
Spesifikasi Standar:
| Dimensi / Standar: | EN 10305 E235, E215, E275 & E355 |
Bahan & Kelas:
| Baja karbon : Kelas: WPB, WPBW, WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 & WPHY 70 |
Nilai baja untuk tabung presisi standar
| EN 10305-1 | E215, E235, E255, E355, E410, 26Mn5, 26Mo2 C35E, C45E, 25CrMo4, 42CrMo4;25CrMo4 Sistem penandaan untuk nilai baja menurut EN |
| ASTM 519 SAE |
1008, 1010, 1012, 1015, 1016, 1017, 1018, 1019, 1020, 1021, 1022, 1025, 1026, 1030, 1035, 1040, 1045, 1050, 1518, 4130, 4140, 4142, 8617 |
| JIS G3445 | STKM11A, STKM12A, STKM12B, STKM12C, STKM13A, STKM13B, STKM13C, STKM14A, STKM14B, STKM14C, STKM15A, STKM15C, STKM16A, STKM16C, STKM17AKMK19M18B, STKM17A, STKM19M18B, STKM17A, STKM19M18A |
Kelurusan tabung presisi standar
| Lurus tabung dipengaruhi oleh sifat mekanik tabung.Untuk material yang memiliki titik leleh ReH <= 500 MPa adalah kelurusan 0,0015 kelurusan maksimum panjang tabung, kelurusan yang diperbolehkan untuk panjang satu meter adalah 1,5 milimeter.Untuk material dengan yield point ReH> 500 MPa maka kelurusan yang diijinkan untuk keseluruhan panjang tabung adalah 0,0020 kelipatan panjang tabung, kelurusan yang diperbolehkan satu meter adalah 2 milimeter. |
Kondisi pengiriman dan permukaan tabung presisi
| Tabung presisi disediakan dalam kondisi seperti yang disajikan pada tabel di bawah ini.Ini menandai pemrosesan termal menurut EN 10305-1. |
| + C | Ditarik dingin / keras. Setelah dingin terakhir membentuk tidak ada perlakuan panas. |
| + LC | Ditarik dingin / lembut.Setelah perlakuan panas terakhir mengikuti gambar dingin, ada proses finishing ringan. |
| + SR | Dingin ditarik dan stres lega anil.Setelah proses penarikan dingin terakhir, tabung dibebaskan dari tegangan dan dianil dalam suasana yang terkendali. |
| + A | Anil.Setelah proses penarikan dingin terakhir, tabung dianil dalam atmosfer yang terkendali. |
| + N | Dinormalisasi. Setelah proses penarikan dingin terakhir, tabung dianil dalam atmosfer yang terkendali. |
Komposisi kimia:
| Komposisi kimia (analisis cor): | |||||||
| Kualitas baja | % dengan massa | ||||||
| Nama baja | Nomor baja | C | Si | M N | P. | Sb | AI |
| maks. | maks. | maks. | maks. | maks. | min. | ||
| E215 | 1.0212 | 0.10 | 0,05 | 0.70 | 0,025 | 0,025 | 0,025 |
| E235 | 1.0308 | 0.17 | 0.35 | 1.20 | 0,025 | 0,025 | - |
| E355C | 1.0580 | 0.22 | |||||
Kondisi pengiriman
+ C - ditarik dingin / keras
+ LC - ditarik dingin / lunak
+ SR - ditarik dingin dan menghilangkan stres
+ A - dianil
+ N - dinormalisasi
Kondisi pengiriman:
| Penunjukan | Simbol | Deskripsi |
| Selesai dingin (keras) | BK | Tabung tidak menjalani perlakuan panas setelah pembentukan dingin akhir dan, dengan demikian, memiliki ketahanan yang cukup tinggi terhadap deformasi. |
| Selesai dingin (lembut) | BKW | Perlakuan panas akhir diikuti dengan penarikan dingin yang melibatkan deformasi terbatas.Pemrosesan lebih lanjut yang sesuai memungkinkan pembentukan dingin pada tingkat tertentu (misalnya menekuk, mengembang). |
| Selesai dingin dan menghilangkan stres | BKS | Perlakuan panas diterapkan setelah proses pembentukan dingin terakhir.Tunduk pada kondisi pemrosesan yang sesuai, peningkatan tegangan sisa yang terlibat memungkinkan pembentukan dan pemesinan hingga tingkat tertentu. |
| Anil | GBK | Proses pembentukan dingin terakhir diikuti dengan anil dalam atmosfer yang terkendali. |
| Dinormalisasi | NBK | Proses pembentukan dingin terakhir diikuti oleh anil di atas titik transformasi atas dalam atmosfer yang terkendali. |
Bahan: E235, E355
Penampilan:
Permukaan akhir internal dan eksternal dari tabung harus khas dari proses pembuatan dan, jika dapat diterapkan, perlakuan panas, dan harus sedemikian rupa sehingga setiap ketidaksempurnaan permukaan seperti punggung, penyok atau alur dangkal yang memerlukan pembalutan dapat diidentifikasi.
Ketidaksempurnaan permukaan yang melanggar batas tebal dinding minimum yang ditentukan harus dianggap cacat dan tabung yang berisi ini harus dianggap tidak sesuai dengan bagian EN 10305 ini.
Kekasaran permukaan bagian dalam tidak lebih dari 4um dalam kondisi pengiriman + C, + LC
Kekasaran permukaan luar tidak lebih dari 4um dalam kondisi pengiriman + SR, + A, + N, + C, + LC
Tabung OD: 4-30mm, WT: 0,5-10mm
Perlakuan permukaan dalam pengiriman: Diminyaki, fosfat hitam, dilapisi seng
Aplikasi: otomotif, kendaraan, industri teknik umum.
Setiap bagian dari tabung memiliki tekanan tinggi yang dibilas untuk kebersihan yang tinggi
Setiap bagian ujung tabung dipasang dengan tutup plastik
Setiap bagian tabung diberi tanda tinta dengan standar, ukuran, kondisi
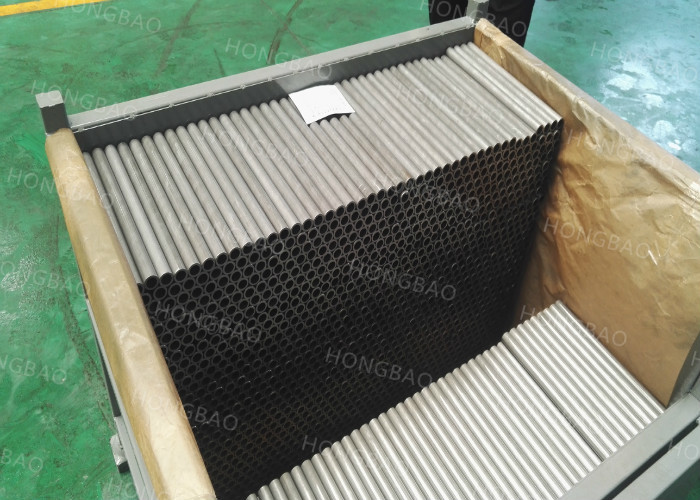
Kemasan kotak kayu
Aplikasi: untuk industri otomotif / penggunaan mesin / tabung silinder oli / shock absorber sepeda motor / shock absorber otomatis / silinder dalam / silinder teleskopik / sistem pengangkat jack / silinder hidrolik
Penampilan:
Permukaan akhir internal dan eksternal dari tabung halus, sementara Jahitan Las entah bagaimana tidak terlihat atau berwujud.
Permukaan ID dengan kekasaran Ra≤4μm, kehalusan ID terbaik yang bisa kami capai Ra≤0.8μm
Permukaan bagian dalam dapat diukur dan dilaporkan jika diminta oleh pembeli sebelum PO.
Memasok kelas baja:
E155, E195, E235 E275, E355
Kondisi pengiriman:
+ C, + LC, + SR, + A, + N
Metode Produksi:
DOM, ERW + ditarik dingin
| Penunjukan | Simbol | Deskripsi |
| Ditarik dingin / keras | + C | Tanpa pemrosesan termal, setelah proses menggambar dingin selesai |
| Ditarik dingin / lembut | + LC | Setelah pemrosesan termal akhir, gambar yang sesuai |
| Ditarik dingin dan dianil | + SR | Setelah proses menggambar dingin terakhir dan pemrosesan termal anil dalam suasana yang terkendali |
| Anil | + A | Setelah proses penarikan dingin terakhir, pipa dianil dalam atmosfer yang terkendali |
| Dinormalisasi | + N | Setelah proses penarikan dingin terakhir, pipa dinormalisasi dalam suasana yang terkendali |
Sifat mekanis dalam suhu kamar
| Kualitas baja | Nilai maksimal tergantung pada kondisi pengiriman | |||||||||||
| + C | + LC | + SR | + A | + N | ||||||||
| Simbol baja | Rm MPa | SEBUAH % | Rm MPa | SEBUAH % | Rm MPa | ReH Mpa | SEBUAH % | Rm MPa | SEBUAH % | Rm MPa | ReH Mpa | SEBUAH % |
| E155 | 400 | 6 | 350 | 10 | 350 | 245 | 18 | 260 | 28 | 270 lakukan 410 | 155 | 28 |
| E195 | 420 | 6 | 370 | 10 | 370 | 260 | 18 | 290 | 28 | 300 do 440 | 195 | 28 |
| E235 | 490 | 6 | 440 | 10 | 440 | 325 | 14 | 315 | 25 | 340 lakukan 480 | 235 | 25 |
| E275 | 560 | 5 | 510 | 8 | 510 | 375 | 12 | 390 | 21 | 510 do 550 | 275 | 21 |
| E355 | 640 | 4 | 590 | 6 | 590 | 435 | 10 | 450 | 22 | 490 lakukan 630 | 355 | 22 |
Komposisi kimia (analisis sendok)
| Kualitas baja | % dari massa | ||||
| Simbol baja | C maks | Si maks | Mn maks | P maks | S maks |
| E155 | 0,11 | 0,35 | 0,70 | 0,025 | 0,025 |
| E195 | 0,15 | 0,35 | 0,70 | 0,025 | 0,025 |
| E235 | 0,17 | 0,35 | 1,20 | 0,025 | 0,025 |
| E275 | 0,21 | 0,35 | 1,40 | 0,025 | 0,025 |
| E355 | 0,22 | 0,35 | 1,60 | 0,025 | 0,025 |
DOM adalah proses yang diterapkan pada tubing setelah awalnya dibangun, disebut Seamless, dapat dikatakan melakukan metode proses seamless pada tabung ERW, Sehingga tabung akan memiliki kekuatan tinggi, kualitas tinggi. Bentuk material E155 E195 E235 E275 E355 1020 1026 dan seterusnya. Tubing DOM umumnya digunakan pada suku cadang mobil.
Kelas Baja dan Komposisi Kimia
| Kualitas baja | C | Si | M N | P. | S | |
| Nama Baja | Nomor Baja | maks | maks | maks | maks | maks |
| E155 | 1.0033 | 0.11 | 0.35 | 0.70 | 0,025 | 0,025 |
| E195 | 1.0034 | 0.15 | 0.35 | 0.70 | 0,025 | 0,025 |
| E235 | 1.0308 | 0.17 | 0.35 | 1.20 | 0,025 | 0,025 |
| E275 | 1.0225 | 0.21 | 0.35 | 1.40 | 0,025 | 0,025 |
| E355 | 1.0580 | 0.22 | 0.35 | 1.60 | 0,025 | 0,025 |
aRm: kekuatan tarik;ReH: kekuatan luluh atas;A: perpanjangan setelah patah tulang
b 1Mpa = 1N / mm2
c Bergantung pada tingkat pekerjaan dingin di jalur finishing, kekuatan luluh bisa hampir setinggi kekuatan tarik.
Untuk tujuan kalkulasi, hubungan berikut direkomendasikan:
untuk kondisi pengiriman + C: ReH ≥0.8 Rm
untuk kondisi pengiriman + LC: ReH ≥0.7 Rm
d Untuk tujuan kalkulasi direkomendasikan hubungan berikut: ReH≥0.5Rm
Proses produksi:
Penggulungan dingin dengan mesin pilger dingin dan mesin penggulung dingin
Ukuran: 20-350mm
1. Standar:
EN10305-2 Pipa Baja Mulus Presisi Dingin Yang Ditarik
2. kelas baja:
E155, E195, E235, E275, E355, bahan lain berdasarkan perjanjian dengan pelanggan.
3. Metode produksi:
Digambar dingin pada tabung baja yang dilas, untuk mencapai akurasi tinggi pada toleransi OD dan WT
4. Rentang ukuran:
OD: 20-350mm WT: 1-35mm L: max12000mm
5. Pengepakan:
Dalam Bundel Hexagonal, dengan perlindungan minyak anti karat, dengan kemasan layak laut
6. Memberikan kondisi:
1).+ C Tidak ada perlakuan panas setelah proses menggambar dingin terakhir
2).+ LC Setelah perlakuan panas akhir ada jalur penarikan yang sesuai
3).+ SR Setelah proses penarikan dingin akhir ada perlakuan panas penghilang stres dalam suasana yang terkendali
4).+ A Setelah proses penarikan dingin terakhir, tabung dianil dalam atmosfer yang terkendali
5).+ N Setelah operasi penarikan dingin terakhir, tabung dinormalisasi dalam suasana yang terkendali
Rekomendasi Produk